|
Détails sur le produit:
|
| Condition: | Nouveau | Condition de la poudre: | 380V/50HZ ou sur mesure |
|---|---|---|---|
| Capacité: | 150-220 kg/h ou sur mesure | Diamètres des tuyaux: | 20-110 mm ou sur mesure |
| Matériaux appropriés: | LDPE LLDPE DU HDPE PPR | ||
| Mettre en évidence: | Chaîne de production en plastique de tuyau de PPR 20mm,Chaîne de production de tuyau de PPR 110mm,machine d'extrudeuse de tuyau de 110mm PPR |
||
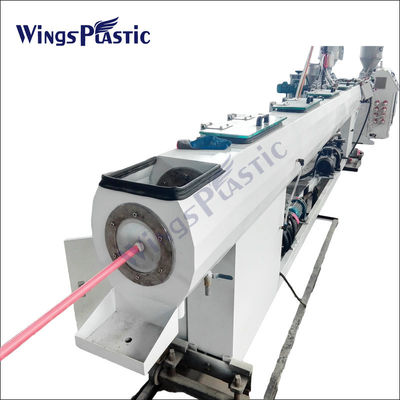
Ligne de production de machines d'extrusion de tuyaux en plastique PPR
Flux de production:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
Comment résoudre les problèmes rencontrés dans le processus de production des tuyaux PPR
1. La présence de marques de brûlures sur la surface du tube peut être due à une température excessive sur le corps ou le nez; la tête de la machine et le filtre ne sont pas nettoyés à fond;Impuretés dans le matériau granulaire; mauvaise stabilité thermique des matières premières ou insuffisante dose de stabilité thermique; l'instrument de régulation de la température ne fonctionne pas correctement.
2Les bandes noires sur la surface du tuyau peuvent être dues à une température élevée de la tête et à un nettoyage insuffisant du filtre.
3L'absence de lustre sur la surface du tuyau peut être due à une température de moule faible ou élevée.
4. Les rides sur la surface du tuyau peuvent être dues à des températures inégales autour du moule; l'eau de refroidissement est trop chaude; la traction est trop lente.
5. La rugosité de la paroi interne du tuyau peut être due à la basse température de la tige du noyau; La température du corps est trop basse; La température de la vis est trop élevée.
6Les fissures sur la paroi intérieure du tuyau peuvent être dues à des impuretés dans le matériau; la température de la tige du noyau est trop basse; la température du corps est trop basse; la vitesse de traction est trop rapide.
7La paroi intérieure du tuyau peut présenter des inégalités, ce qui peut entraîner une température de vis trop élevée; la vitesse de vis est trop rapide.
8Il peut y avoir des bulles sur la paroi interne du tuyau, qui peuvent être devenues humides.
9. l'épaisseur inégale de la paroi du tuyau peut entraîner l'alignement du moule de la bouche et du moule du cœur; température de la tête inégale; traction instable; air comprimé instable.
10. Le pliage du tuyau peut entraîner une épaisseur de paroi inégale; température inégale autour de la tête de la machine; la rainure de refroidissement de la tête de la machine et le centre de coupe de traction ne sont pas alignés;Les trous aux deux extrémités de la rainure de refroidissement ne sont pas concentriques.
11Le produit peut devenir fragile en raison d'une plastification insuffisante du corps; la vitesse de vis est trop rapide; la température de la tête est trop basse; la viscosité de la résine est trop élevée.
12Un grand rétrécissement longitudinal ou transversal du tuyau peut entraîner une grande différence radiale entre le diamètre du manchon de dimensionnement et le diamètre intérieur de la matrice (transversale);La vitesse de traction est trop élevée (longitudinale).
13Une décharge soudaine et lente peut entraîner une température élevée dans la section d'alimentation de la vis; pénétration d'eau dans le fuselage; basse pression de la fonte dans la tête de la machine.
![]()

Informations de base sur la machine:
| Taille de l'extrudeuse | Moteur principal | capacité maximale | Diamètre du tuyau |
| 65/33 | 37 kW | 150 kg/h | 16 à 63 mm |
| 65/33-H | 45 kW | 180 kg/h | 16 à 63 mm |
| 65/33-H | 55 kW | 200 kg/h | 20 à 110 mm |
![]()
Personne à contacter: Mr. Wang
Téléphone: +86 15092066953
Télécopieur: 86--532-87252290


 French
French